|
|
| ブローチ加工のHOW TO |
 |
※※油圧の話※※
ブローチ盤でキー溝を加工する。
量産現場では当たり前の事ですし、それが一番良いとされてきました。
ですが、モーターの高速化、サーボ化に伴い、従来の油圧式ブローチ盤では加工できない領域の仕事が増えてまいりました。
何がダメなのか?と申しますと。
①中心穴に対してのキーの曲がりが制御しきれていない為、「入り口は入るけど途中で止まる」キー溝になってしまう。
②段取り当初は良品だったのに、途中からキーが曲がったり、中心精度が悪くなる。
③むしれ、かじりが多く、商品として成立しない。
④上記が不定期に理由が解らず起こる。
この様な案件が私たちに寄せられる事がとても多いです。
それは何故なのか?
油圧ブローチ盤とはそもそもスプラインやセレーションの様な丸系ブローチの為に開発された技術です。
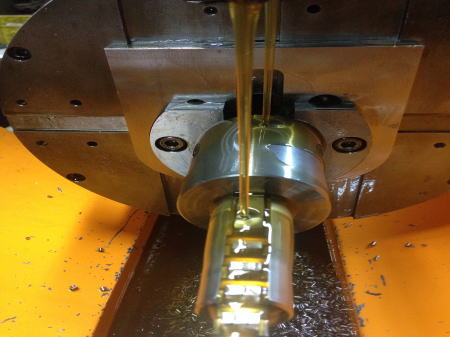
しかも油圧方式は液圧の為、刃物がワークにぶつかる度に小さな減速を起こし、それを取り戻そうと上がった液圧を開放して速度が上がる、を繰り返します。見た目では解らないですが、ブローチ盤後部にあるシリンダーを加工中に見てみてください。
縞の様なオイルの筋が見受けられたらそれは定速で引けていない証拠です。
当然、このような状態だと刃物にも影響を与えます。工具寿命が理論値よりも短い場合、まずここを疑う必要が有ります。
対処法としたら、ブローチ盤メーカーに問い合わせると、(ワークに対して機械油圧量量が小さすぎる、もっと大きなブローチ盤を買ってください。)と言う事になります。
間違ってはおりませんが、それでは小さな工場では対応不可ですし、費用対効果を考えたらまず、新機械の導入は難しくなるのが普通だと思います。
※油圧方式はブローチ加工に向いていないのです。
刃物のコッタ(取り付け部)の破断の原因も油圧装置に起因する事が殆どです。(構造的な原因も有りますが)
実際、私共のキーマンではコッタ折れの事故は人的ミス以外ではほぼ報告されていません。
※※音の話※※
ブローチ盤で加工する時、ガガガガガガと音がしていませんか?
それはブローチ刃物とガイド、ワークが振動で隙間が空いてる証拠なんです。
隙間のない所に音は発生しません。実際、私共のキーマンでは加工部からの音はほとんど聞こえません。
特にキー溝加工の時の様な片刃の仕事をした時は顕著に音が出ると思います。
本当に精度を出そうとする時、音がした状態では長く寸法は出ませんよ。
構造力学的に申しますと、揺れを制御する事が、ブローチ加工では大変重要です。
キーマンの特許の部分なのですが、これはある程度の範囲の仕事毎に要素設計をされた機械で無くては良品加工をし続ける事はできません。
※※刃物の話※※
刃物の寿命で困っていませんか?
刃物屋さんに相談しても解決できない事案で困っていませんか?
原因は機械そのものであったり、油で改善出来たり、様々ですが、多くの加工事例を抱えている企業でなかればその問題を解決することはできません。
機械屋は機械、刃物屋は刃物だけ。スペシャリストも素晴らしいのですが、問題解決となると横横断的にすべて把握していないと問題解決できない事の方が多いです。
お困りの際は是非、富浜精工にお声掛け下さい。
|
|
|